Instrucción G53-G59 (Traslado de origen)
Explicación de la instrucción G53-G59. La función G53 se utiliza cuando se programa respecto al cero máquina. Por ejemplo, si se programa N10 G90 G53 G1 X180 Z150. Esta línea realiza un movimiento con respecto al cero de máquina o cero de referencia. Normalmente vienen de fábrica esas referencias.
Básicamente y en pocas 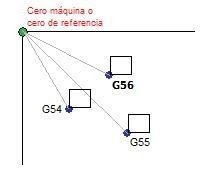 palabras podríamos decir que estas funciones están directamente relacionadas con los decalajes. Sirven para guardar traslados de origen siempre referidos al cero de referencia (cero de máquina). Es decir, las cotas que introduzcamos en estos decalajes, es la distancia existente entre el cero de referencia y el
palabras podríamos decir que estas funciones están directamente relacionadas con los decalajes. Sirven para guardar traslados de origen siempre referidos al cero de referencia (cero de máquina). Es decir, las cotas que introduzcamos en estos decalajes, es la distancia existente entre el cero de referencia y el 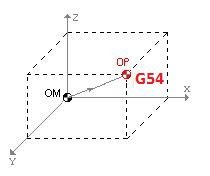 nuevo cero de pieza (con respecto a todos los ejes).
nuevo cero de pieza (con respecto a todos los ejes).
Se pueden tener varios ceros de pieza (guardados en G54 hasta G59). En la figura de la derecha OM seria el cero de referencia y OP el traslado del origen.
La forma de indicar al control el traslado de origen es la siguiente:
En cotas absolutas: N010 X_ Y_ Z_
En cotas incrementales: N010 I_ J_ K_
Estos mismos valores pueden estar almacenados en la memoria del control mediante la tabla de decalajes.
Hola a todos, enhorabuena por la pagina.
Me gustaria haceros una pregunta, ¿la funcion de espejo en X es compatible con la funcion G54?. Me explico, si yo modifico el cero pieza de "G54 X0 Y0" a "G54 X100 Y0" para mecanizar una cajera y luego quiero hacer otra simetrica poniendo G11 G12 y repitiendo mediante G25 lo programado anteriormente. Es esto posible, utilizando el G92 si soy capaz de hacerlo pero con el G54 no me aplica el espejo al G54…
Os pego el programa:
N0010 G0 G90 Z200
N0012 G54 X0 Y0
N0013 G54
N0020 T2.2
N0030 M06
N0040 G43 S1250 M3
N0050 G0 G90 X0 Y0
N0060 G54 X-100 Y0
N0070 G54
N0080 G0 G90 X0 Y0
N0090 Z0
N0100 G1 G91 Z-5 F1500
N0110 G1 G90 G37 R9 G41 Y20
N0120 G36 R10 X-20
N0130 G36 R10 Y-20
N0140 G36 R10 X20
N0150 G36 R10 Y20
N0160 G38 R9 X0
N0170 G40 Y0
N0180 G25 N0100.0170.1
N0190 G0 G90 Z200
N0200 X0 Y0
N0210 G11 G12
N0220 G25 N0060.0180.1
N0230 G0 G90 Z200
N0240 M30
Un saludo y gracias de antemano.